

NewsDetails
Hole-based Flexible Welding Platform: Accuracy Control Methods That Work
author:jinchang time:2026-06-11 20:17:30 click:200
In precision welding operations, the difference between an acceptable part and scrap often comes down to tenths of a millimeter. A hole-based flexible welding platform provides the foundational accuracy that makes consistent precision possible, but achieving that accuracy requires deliberate control methods at every stage - from base plate selection through fixture assembly to final verification. This article examines practical hole-based flexible welding platform accuracy control techniques that help manufacturers maintain tight tolerances, reduce rework, and deliver reliable weldments to their customers.
How a Hole-based Platform Achieves Positional Accuracy
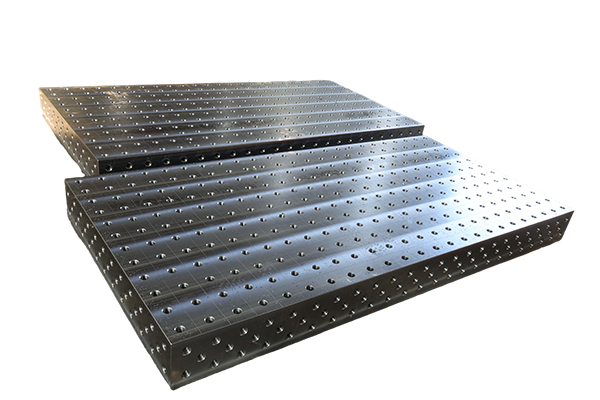
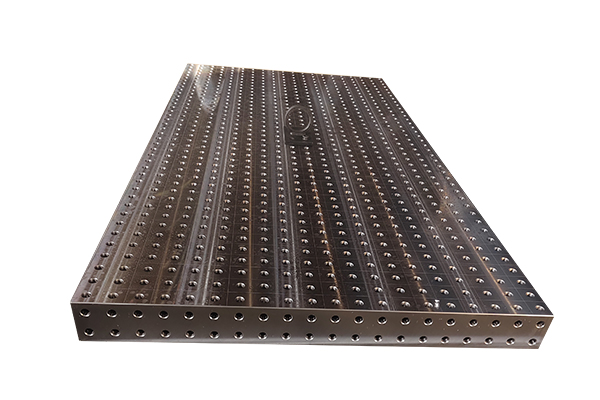
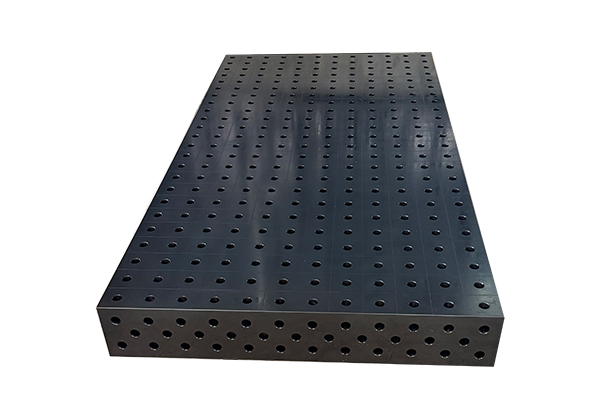
The defining feature of a hole-based flexible welding platform is its precision-machined grid of holes - typically reamed to H7 tolerance (plus 0 to plus 0.025 mm for a 16 mm hole) on a 50 mm or 100 mm grid pattern. These holes serve as the primary datum reference for all fixture components. When locating pins, support posts, and clamping modules seat into these holes, their positions are determined by the hole grid accuracy rather than operator measurement skill. This fundamentally shifts the accuracy equation from "how carefully can an operator measure and position" to "how precisely was the base plate machined" - a far more controllable variable.
Base Plate Quality: The Foundation of Accuracy
Hole-based flexible welding platform accuracy control begins with the base plate itself. Three parameters define a quality plate: surface flatness, hole position accuracy, and hole diameter consistency. For industrial-grade platforms, surface flatness should be 0.05 mm per meter or better, hole positions within plus or minus 0.02 mm of nominal grid coordinates, and hole diameters within H7 tolerance. Request calibration certificates from manufacturers and verify these specifications with a coordinate measuring machine (CMM) upon receipt. A base plate that does not meet these specifications introduces systematic error that no amount of setup care can overcome.
Component Selection and Its Impact on Accuracy
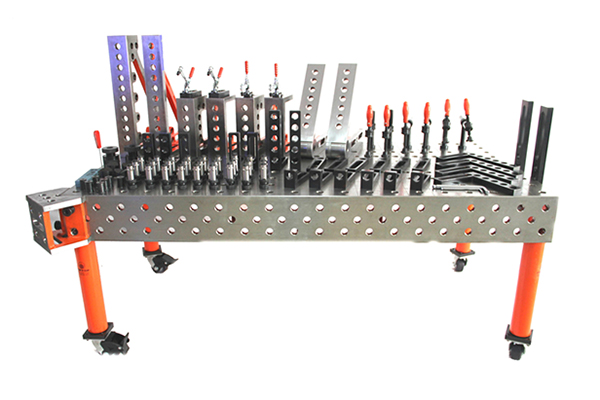
Not all modular fixture components are manufactured to the same standard. Locating pins with loose tolerances, support posts with uneven bearing surfaces, and clamping arms with excessive play all degrade the positional accuracy established by the base plate grid. When selecting components for your hole-based flexible welding platform, prioritize those with ground locating surfaces, tight-fitting pins (g6 tolerance for pins fitting H7 holes), and minimal rotational clearance. The small price premium for precision components pays for itself in reduced scrap and rework.
Fixture Assembly Procedures for Maximum Accuracy
Even with a precision base plate and high-quality components, poor assembly technique erodes accuracy. Follow these hole-based flexible welding platform accuracy control procedures: (1) Clean all hole surfaces and pin surfaces before assembly - chips and debris between pin and hole create positional error. (2) Seat locating pins fully into holes - partially inserted pins tilt and shift under load. (3) Tighten clamping hardware to specified torque values - over-tightening distorts components while under-tightening allows movement during welding. (4) Verify critical datum positions with a dial indicator or digital probe after assembly, before loading the workpiece.
Thermal Effects on Accuracy During Welding
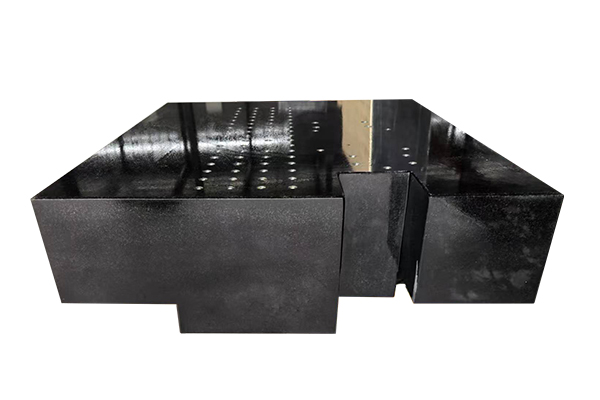
Welding generates significant heat, and thermal expansion affects both the workpiece and the hole-based flexible welding platform. Cast iron base plates have lower thermal expansion coefficients than steel, making them preferable for accuracy-critical applications. For long weld passes on large components, monitor base plate temperature and allow cooling periods between passes when dimensional stability is critical. Some advanced facilities use water-cooled base plates to maintain thermal stability during extended welding operations - an investment that pays for itself in reduced distortion and rework on high-value components.
Verification and Calibration Protocols
Regular verification ensures that your hole-based flexible welding platform accuracy control remains within specification over time. Establish a calibration schedule: check base plate flatness quarterly with a precision level or CMM, verify hole positions annually against the original calibration certificate, and inspect component wear monthly. Replace locating pins and support posts when wear exceeds 0.01 mm on critical surfaces. Document all verification results in a calibration log - this documentation supports ISO 9001 compliance and provides evidence of process capability during customer audits.
Datum Alignment Verification Before Every Weld
The single most impactful hole-based flexible welding platform accuracy control practice is datum verification before welding. After fixture assembly and workpiece loading, use a dial indicator or touch probe to confirm that the workpiece datum surfaces align with the fixture datum references within the specified tolerance. This 60-second check catches alignment errors that would otherwise result in scrapped parts. Make datum verification a mandatory step in the welding procedure specification (WPS) - not an optional suggestion.
FAQ: Hole-based Flexible Welding Platform Accuracy Control
What positional accuracy can a hole-based flexible welding platform achieve?
With a quality base plate (H7 hole tolerance, plus or minus 0.02 mm grid position) and precision components, positional accuracy within plus or minus 0.05 to 0.1 mm is consistently achievable. Regular calibration and proper assembly procedures maintain this level over time.
How often should a hole-based welding platform be calibrated?
Base plate flatness should be verified quarterly, hole positions checked annually, and component wear inspected monthly. High-production facilities may require more frequent checks. Always recalibrate after any impact event or collision that could affect the base plate.
Does welding heat permanently affect base plate accuracy?
Normal welding operations do not permanently deform a quality cast iron or steel base plate. However, concentrated heat over prolonged periods can cause temporary thermal distortion. Allow cooling between passes and consider water-cooled plates for heat-intensive applications.
Can accuracy be maintained when fixtures are disassembled and rebuilt?
Yes. The repeatability of a hole-based flexible welding platform comes from the precision hole grid. When fixtures are reassembled using the same documented grid positions and verified with measuring tools, positional accuracy returns to within the original specification.
What is the most common cause of accuracy loss on hole-based platforms?
Chips and debris in holes are the most frequent cause. A small chip between a locating pin and the hole wall can shift the component by 0.02-0.05 mm. Cleaning holes before every fixture assembly is the simplest and most effective accuracy control measure.
Conclusion
Effective hole-based flexible welding platform accuracy control is not a single technique but a system of interconnected practices: selecting quality base plates and components, following disciplined assembly procedures, managing thermal effects, maintaining regular verification schedules, and verifying datum alignment before every weld. When these practices work together, a hole-based flexible welding platform delivers positional accuracy within plus or minus 0.05 to 0.1 mm consistently - accuracy that rivals dedicated fixtures while offering the flexibility to reconfigure for any part. Investing in accuracy control methodology protects your modular platform investment and ensures every weldment meets specification.
References
Bi, Z.M. and Zhang, W.J. (2001). Flexible fixture design and automation: Review and future directions. International Journal of Advanced Manufacturing Technology, 17(4), 266-277.
Rong, Y. and Bai, Y. (2000). Modular fixture element assembly and accuracy analysis. International Journal of Production Research, 38(14), 3103-3114.
Kumar, S. and Nee, A.Y.C. (1995). Development of a modular fixture design system. Journal of Intelligent Manufacturing, 6(4), 263-274.
Wang, Y. et al. (2019). Distortion mitigation in automotive welding through optimized clamping sequences. Journal of Materials Processing Technology, 270, 188-199.
 Recommended Products
Recommended Products
 Contact Us
Contact Us
—— Hotline:+86 13833738896
—— Hotline:+86 17332777263
—— Email:gongliliangju@163.com
—— Whatsapp:+8615832706206
—— Whatsapp:+8615931710409
—— Address:Beihan Village, Haocun Town, Botou City, Cangzhou City, Hebei Province, China