

NewsDetails
High Precision Welding Platform: Performance Analysis for Industrial Applications
author:jinchang time:2026-06-21 14:27:46 click:197
In industrial welding, precision is not negotiable - it is a contractual requirement defined by engineering drawings, customer specifications, and regulatory standards. A high precision welding platform serves as the foundation upon which this precision is built. But what performance metrics truly distinguish a high precision platform from a standard one? This high precision welding platform performance analysis examines the specific engineering parameters that define precision-grade workholding, how those parameters affect welding outcomes, and what manufacturers should verify before purchasing a platform for demanding applications.
Defining Precision: The Key Performance Parameters
Precision in a high precision welding platform is defined by four measurable parameters: surface flatness, hole position accuracy, dimensional stability, and repeatability. Surface flatness - typically specified in mm per meter - determines how consistently the base plate contacts fixture components. Hole position accuracy specifies the deviation of each grid hole from its theoretical coordinate, directly affecting locating pin accuracy. Dimensional stability measures the platform's resistance to thermal and mechanical deformation over time. Repeatability quantifies how consistently a fixture configuration returns to the same position after disassembly and reassembly. A platform that scores well on all four parameters qualifies as high precision.
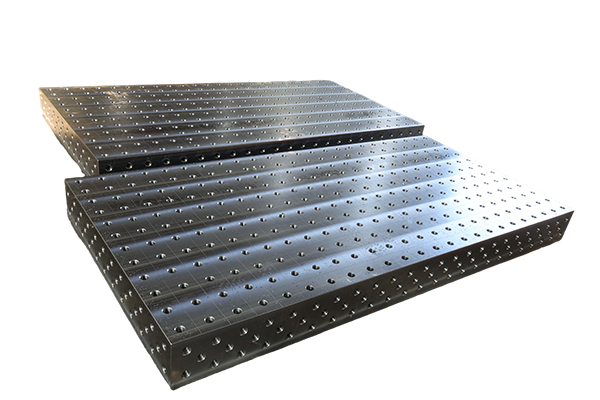
Surface Flatness: The Foundation of Precision
Surface flatness is the most visible indicator of high precision welding platform performance. Industrial-grade platforms achieve flatness of 0.05 mm per meter or better, while high precision versions reach 0.03 mm per meter or even tighter. To put this in perspective: a 0.05 mm deviation is roughly the thickness of a human hair. On a 2-meter by 3-meter platform, the acceptable deviation across the entire surface must remain under 0.15 mm. Verify flatness specifications against ISO 1101 geometric tolerancing standards and request individual plate calibration certificates rather than generic specifications. A CMM (coordinate measuring machine) inspection report provides the most reliable evidence of actual flatness performance.
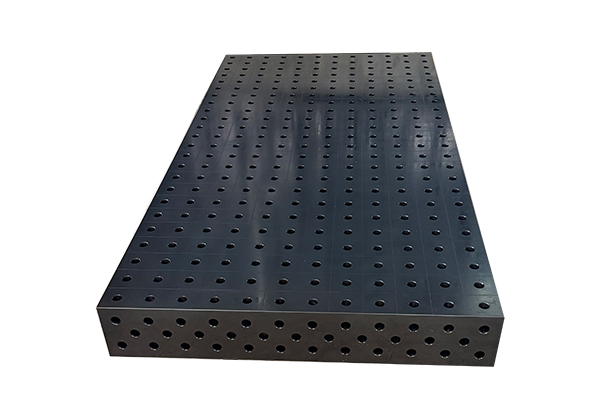
Hole Position Accuracy: Grid Precision Matters
The grid of holes in a high precision welding platform defines the positional reference for every fixture component. High precision platforms maintain hole position tolerances of plus or minus 0.02 mm from nominal grid coordinates - approximately one-fifth the tolerance of standard industrial platforms. This tight tolerance means locating pins seat within 0.02 mm of their design position every time, eliminating the positional error that accumulates when multiple fixture components reference the grid. For multi-part assemblies where several components must align simultaneously, this grid precision directly translates to assembly accuracy.
Dimensional Stability Under Thermal Load
Welding generates heat, and heat causes expansion. A high precision welding platform must maintain its dimensional integrity through thermal cycles. Cast iron platforms offer superior thermal stability compared to steel, with approximately half the coefficient of thermal expansion (10.5 x 10-6 per degree Celsius for cast iron versus 12 x 10-6 for steel). More importantly, high precision platforms undergo stress-relieving treatments during manufacturing: typically 2-3 annealing cycles that stabilize the material's internal structure. Without proper stress relief, a base plate will gradually distort over its first year of use as internal stresses equalize, degrading flatness by 0.02-0.05 mm. Insist on manufacturer documentation of stress-relief processes.
Repeatability: Consistency Across Configurations
Repeatability separates a precision tool from a general-purpose tool. High precision welding platform performance in repeatability is quantified by the standard deviation of positional measurements across multiple rebuild cycles of the same fixture configuration. A high precision platform with properly maintained components achieves repeatability within plus or minus 0.05 mm - meaning 95 percent of measurements fall within this band. This level of repeatability enables quality departments to trust that the first part of a batch aligns identically to the last part of the previous batch of the same component. Documenting repeatability data over at least 20 rebuild cycles provides a statistically valid performance baseline.
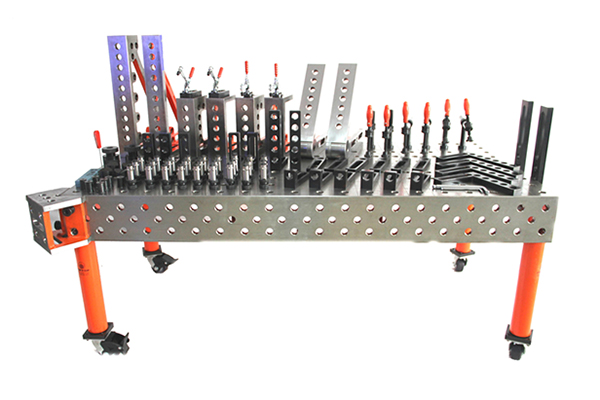
Rigidity and Deflection Under Load
A precision platform must remain rigid under the loads imposed by workpieces and welding forces. High precision welding platform rigidity is measured as deflection per unit of applied load: typical specifications call for less than 0.02 mm deflection per 1,000 N of applied force at any point on the plate surface. For heavy components, verify the manufacturer's load-deflection curve, not just a single maximum load rating. A platform that deflects 0.1 mm at 500 kg but 0.3 mm at 1,000 kg reveals non-linear behavior that indicates the structure is approaching its elastic limit. Linear deflection behavior across the operating load range is a hallmark of proper engineering design.
Verification Protocols for Precision Platforms
Proper high precision welding platform performance analysis requires systematic verification. Establish a verification protocol: (1) Upon receipt, CMM-inspect the base plate for flatness and hole positions, comparing results to manufacturer specifications. (2) After the first month of service, re-inspect to establish a post-stabilization baseline - some initial settling is normal. (3) Inspect annually thereafter, trending measurements to detect gradual degradation. (4) Maintain a calibration log documenting all inspection results, adjustments, and component replacements. This protocol provides the data needed to make informed maintenance decisions and to demonstrate process capability during customer quality audits.
FAQ: High Precision Welding Platform Performance Analysis
What flatness specification defines a high precision welding platform?
Industry standard for high precision is 0.03 mm per meter or better. For comparison, standard industrial platforms achieve 0.05-0.08 mm per meter. Always verify against the manufacturer's calibration certificate.
How much does thermal expansion affect a precision platform during welding?
A 1-meter cast iron base plate expands approximately 0.01 mm for every 10-degree Celsius temperature increase. In typical welding operations where plate temperature rises 20-30 degrees Celsius above ambient, thermal expansion of 0.02-0.03 mm should be expected and accounted for in tolerance planning.
Can a precision platform lose accuracy over time?
Yes, through wear, impact damage, and internal stress relief. Regular calibration (at least annually) detects accuracy degradation before it affects production quality. Most precision platforms maintain specifications for 5-8 years with proper maintenance.
Is a high precision platform necessary for all welding applications?
No. For general fabrication and structural welding with tolerances above 0.5 mm, a standard industrial platform provides adequate performance. High precision platforms justify their cost when component tolerances require positional accuracy of 0.1 mm or tighter.
Conclusion
A high precision welding platform delivers measurable performance advantages through superior flatness, hole position accuracy, dimensional stability, repeatability, and rigidity. This high precision welding platform performance analysis demonstrates that the difference between standard and precision platforms is not marketing but engineering - tighter manufacturing tolerances, proven material treatment, and verifiable calibration data. For manufacturers whose quality specifications demand sub-0.1 mm positional accuracy, investing in a properly specified and verified high precision platform provides the foundation for consistent, certifiable weld quality.
References
Bi, Z.M. and Zhang, W.J. (2001). Flexible fixture design and automation: Review and future directions. International Journal of Advanced Manufacturing Technology, 17(4), 266-277.
Rong, Y. and Bai, Y. (2000). Modular fixture element assembly and accuracy analysis. International Journal of Production Research, 38(14), 3103-3114.
Kumar, S. and Nee, A.Y.C. (1995). Development of a modular fixture design system. Journal of Intelligent Manufacturing, 6(4), 263-274.
Boerma, J.R. and Kals, H.J.J. (1989). FIXES, a system for automatic selection of set-up clamping elements. Annals of the CIRP, 38(1), 443-446.
 Recommended Products
Recommended Products
 Contact Us
Contact Us
—— Hotline:+86 13833738896
—— Hotline:+86 17332777263
—— Email:gongliliangju@163.com
—— Whatsapp:+8615832706206
—— Whatsapp:+8615931710409
—— Address:Beihan Village, Haocun Town, Botou City, Cangzhou City, Hebei Province, China