

NewsDetails
Customized Flexible Welding Solution for OEM Projects: A Guide for Manufacturers
author:jinchang time:2026-06-25 15:34:39 click:60
Original equipment manufacturers (OEMs) face a unique set of challenges in welding operations. Production volumes vary dramatically between prototype builds, pre-production validation, and full-scale manufacturing. Design changes occur frequently during development phases. Quality documentation requirements demand traceable, repeatable processes from day one. Off-the-shelf fixturing rarely addresses these needs adequately, and fully custom dedicated fixtures are too expensive and slow for evolving product designs. A customized flexible welding solution bridges this gap - providing production-grade workholding designed to the specific needs of each project while maintaining the adaptability to accommodate design changes and product evolution.

Why OEM Projects Need Customized Solutions
Standard modular fixturing systems offer excellent general-purpose capability, but OEM projects often require specific accommodations that standard kits cannot provide. A customized flexible welding solution for OEM projects addresses these requirements through tailored component selection, specialized base plate configurations, project-specific clamping strategies, and integrated quality verification features. Whether the application involves welding aluminum chassis components for electric vehicles, fabricating steel structural assemblies for construction equipment, or joining complex assemblies for aerospace applications, a customized approach ensures the fixturing system aligns precisely with project requirements rather than forcing the project to accommodate system limitations.
Component Selection for OEM Requirements
The foundation of any customized flexible welding solution is component selection tailored to the OEM's specific production parameters. Base plate material and thickness should match the weight and thermal characteristics of the production parts - cast iron for heavy structural components where thermal stability matters, steel for applications requiring maximum rigidity, and surface-ground plates where flatness precision is critical. Clamping component selection follows workpiece geometry: quick-release clamps for high-speed production, hydraulic clamps for consistent force in distortion-sensitive applications, and pneumatic clamps for automated welding cells. Support post specifications including height range, load capacity, and adjustability are defined by the part family dimensions.
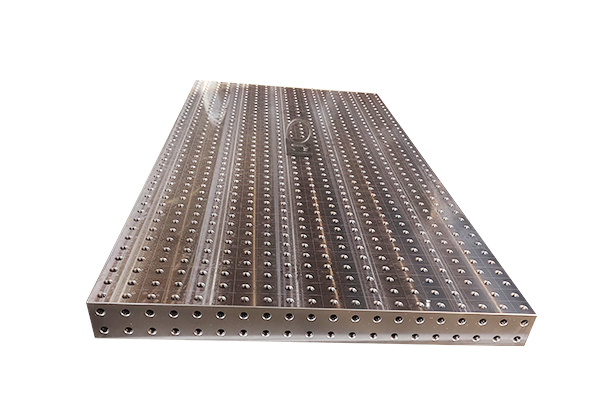
Base Plate Configuration for OEM Production
Base plate size and configuration must match the OEM's production layout and part envelope. A customized flexible welding solution for OEM projects typically includes base plates sized to the largest production part with margin for clamping clearance, arranged in a configuration that supports efficient workflow. Options include single large plates for oversize assemblies, paired plates for multi-station sequential welding, and L-shaped or T-shaped arrangements for complex structures that require operator access from multiple sides. Custom hole patterns can be specified in zones where standard grid spacing does not provide adequate fixture density for specific part features. Hole pattern documentation becomes part of the project quality record.
Clamping Strategy Development
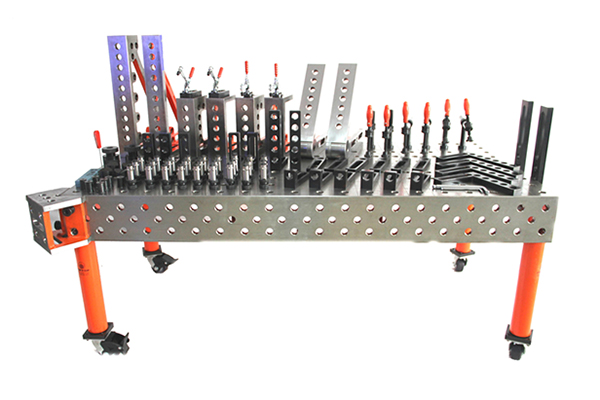
Clamping strategy is where customization delivers maximum value for OEM projects. Rather than adapting a standard clamping kit to the workpiece, a customized flexible welding solution develops clamping positions, orientations, and force specifications based on engineering analysis of the specific weld joint requirements. Key considerations include: clamp placement relative to weld joints to minimize distortion, clamping force sufficient to resist thermal expansion forces, clamp accessibility for welding torch clearance, and clamp sequencing to maintain dimensional control as the weld progresses. For each joint, the clamping plan specifies clamp type, position, force, and sequence - delivering repeatable results that support process qualification requirements.
Quality Integration and Measurement Provisions
OEM projects require integrated quality verification that standard systems cannot provide. A customized flexible welding solution for OEM projects incorporates measurement features directly into the fixturing design: datum target locations for CMM inspection, locating pin positions that repeatably align to the component's critical features, and inspection gauge mounting points for in-process quality checks. Some customized platforms include integrated measurement tooling such as dial indicator mounting bosses and coordinate marking systems that enable operators to verify critical dimensions without removing the part from the fixture. This integration eliminates the error introduced by handling and repositioning parts between welding and inspection.
Prototype to Production Transition
One of the most valuable capabilities of a customized flexible welding solution is its ability to transition seamlessly from prototype to production. During the prototype phase, the modular system accommodates frequent design changes - clamps reposition, supports adjust, and configurations evolve without tooling modification costs. As the design stabilizes and production volume increases, the same modular components assemble into production-grade fixture configurations that produce parts at the required rate. This continuity eliminates the traditional handoff point where prototype tooling is scrapped and production tooling is built from scratch, saving 4-8 weeks of transition time and $10,000-$50,000 in duplicate tooling costs per product launch.
Documentation and Traceability
OEM quality systems demand documented, traceable processes. A customized flexible welding solution for OEM projects supports this requirement through comprehensive documentation: fixture configuration sheets with photographs and grid coordinates, calibrated component certificates traceable to national standards, and procedure documents specifying assembly sequence and verification steps. Each configuration exists as a documented procedure that any trained operator can reproduce, satisfying PPAP (Production Part Approval Process) requirements and supporting ISO 9001 and IATF 16949 certification. When customers audit the production process, the documentation provides clear evidence of process control.
FAQ: Customized Flexible Welding Solution for OEM Projects
How does a customized flexible welding solution compare in cost to dedicated fixtures?
For a typical OEM project with 3-5 part variants, a customized modular solution costs 30-50 percent of dedicated fixture investment and provides the additional benefit of reconfigurability for future projects. ROI typically occurs within the first 6-12 months.
Can a customized flexible solution handle aluminum welding requirements?
Yes. Aluminum welding requires specific considerations including higher thermal conductivity, greater thermal expansion, and softer material surfaces. A customized solution addresses these with appropriate base plate material, copper backing bars for heat management, and padded clamping surfaces to prevent part marking.
How quickly can a customized flexible solution be deployed?
Typical lead time for a customized solution is 2-4 weeks from specification finalization to delivery. This compares to 6-12 weeks for dedicated fixtures and 1-2 weeks for standard modular kits. Most of the customization effort involves engineering consultation and documentation rather than fabrication.
What support do OEMs need to provide for customization?
OEMs should provide part drawings (3D CAD models preferred), production volume forecasts, quality specification requirements, and any known design change projections. This information enables the solution provider to design a system that addresses current needs and accommodates anticipated changes.
Conclusion
A customized flexible welding solution for OEM projects delivers the precision, documentation, and scalability that OEM manufacturing demands without the cost penalty of dedicated fixtures or the compromises of standard modular systems. By tailoring component selection, base plate configuration, clamping strategy, quality integration, and documentation to each project's specific requirements, OEMs achieve production-grade workholding that supports efficient prototype development, smooth production ramp-up, and sustained high-volume quality. For any OEM evaluating welding fixturing for a new product launch, a customized flexible solution offers the best balance of performance, cost, and adaptability.
References
Bi, Z.M. and Zhang, W.J. (2001). Flexible fixture design and automation: Review and future directions. International Journal of Advanced Manufacturing Technology, 17(4), 266-277.
Nee, A.Y.C., Kumar, S. and Prombanpong, S. (1991). A feature-based classification scheme for fixtures. International Journal of Machine Tools and Manufacture, 31(1), 1-13.
Masood, S.H. and Soar, R.C. (2003). Intelligent modular fixture design for welding. International Journal of Production Research, 41(10), 2231-2251.
Wang, Y. et al. (2019). Distortion mitigation in automotive welding through optimized clamping sequences. Journal of Materials Processing Technology, 270, 188-199.
 Recommended Products
Recommended Products
 Contact Us
Contact Us
—— Hotline:+86 13833738896
—— Hotline:+86 17332777263
—— Email:gongliliangju@163.com
—— Whatsapp:+8615832706206
—— Whatsapp:+8615931710409
—— Address:Beihan Village, Haocun Town, Botou City, Cangzhou City, Hebei Province, China